
En la agitación de relaves con una alta concentración de sólidos, el desempeño del sistema de mezcla se ve fuertemente afectado debido a la no linealidad de la viscosidad del fluido frente a distintas tasas y esfuerzos de corte.
En otras aplicaciones, la caracterización usual de la viscosidad se realiza mediante un modelo de Bingham, que, en términos generales, aplica una regresión lineal a la curva de Shear Stress [Pa] versus Shear Rate [s -1 ], obteniendo el parámetro K B [Pa·s] como la pendiente de dicha regresión. Este valor describe el comportamiento en el régimen lineal (alto shear rate) y suele ser suficiente y aceptado como el estándar para otros procesos de manejo de fluidos como dimensionamiento de líneaso bombas. Sin embargo, no es recomendable para procesos de agitación, debido a los perfiles de velocidad heterogéneos que experimenta el agitador y el estanque como conjunto.El agitador debe ser capaz de operar bajo la viscosidad máxima que puede presentar el fluido a bajos esfuerzos de corte.

A bajos esfuerzos de corte, la viscosidad aparente que puede experimentar el agitador puede alcanzar órdenes de magnitud mucho mayores.
Para entender esto, tomemos un ejemplo de un caso real, de una pulpa de relaves con 63.7% de sólidos. La imagen a continuación muestra el análisis reológico de la muestra a diferentes tasas de corte del viscosímetro Anto Paar:
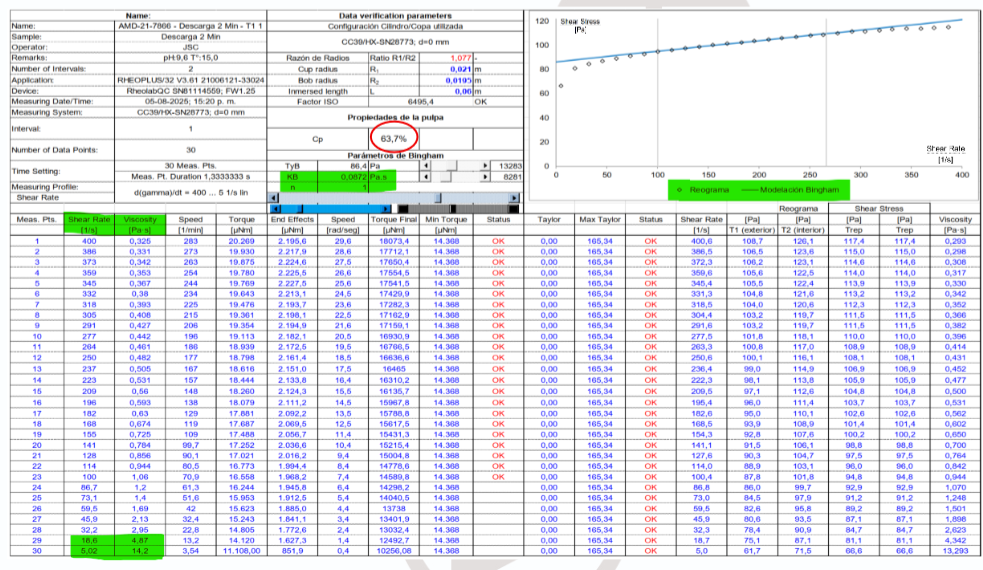
Como se puede observar, en la esquina superior derecha se muestra el reograma del esfuerzo de corte(Shear Stress) expresado en Pascales (Pa), que representa el esfuerzo al que se somete el fluido vs latasa de corte (Shear Rate) expresada en 1/segundo (s -1 ). La línea de modelación Bingham correspondea la regresión lineal aplicada a los datos y su pendiente es el valor K B registrado como la viscosidad plástica Bingham.
En este ejemplo, la regresión Bingham entrega una viscosidad plástica del fluido de 0.0872 [Pa·s] (87.2 [cPs]). Sin embargo, los datos tabulados que generan el gráfico muestran la viscosidad para cada punto de shear rate. Se puede observar que, al menor shear rate, la viscosidad llega a alcanzar los 14.2 [Pa·s] (14000 [cPs]); es decir, es 10000 veces mayor.
Estos datos explícitos deben solicitarse al momento de realizar el análisis reológico, pues para agitación este dato es crucial para un dimensionamiento correcto.
A continuación, siguiendo con el ejemplo, se muestran las diferencias en potencia entre un agitador dimensionado para 250 cPs y otro modelado para 13 000 cPs, considerando el mismo proceso:
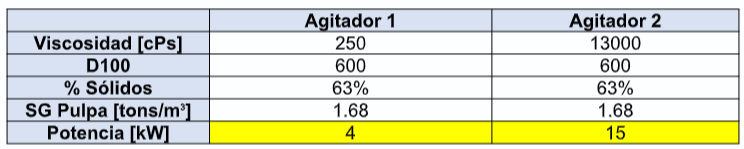
Es decir, la potencia absorbida por el equipo recomendado llega a ser casi 4 veces la que sería si sólo se tomara el valor a alto shear rate K B.
Conocer este valor a la concentración nominal de sólidos, permite dimensionar correctamente un agitador que cumpla con el proceso requerido (suspensión de sólidos), con un diseño conservador y den alta confiabilidad para la unidad motriz (mixer drive). Ambas garantías forman parte del compromiso de Dypro con sus clientes.
Javier Lemus
Inside Sales Engineer




